
 EN / English
EN / English CN / 中文
CN / 中文










应用报告
-
没有了 下一个产品 >

|
磁性法三维残余应力测试系统特点
- 可无损检测残余应力沿层深的精密分布
- Windows操作系统,测试界面简洁明快
- 测试仪采用USB接口通讯,数据传输方便
- 随测量深度变化自动调节激励电流大小和激励信号频率
- 测量、采样、计算、绘图全部由计算机控制
- 测试数据、测量结果均能以文本文形式保存,测量结果能够以曲线形式保存或打印
- 可选择适合的测试路径,以避开不能或不需要的测试点
- 对于曲面测量,备有修正程序
磁性法残余应力测试基本原理
- 在机械制造、石油化工、航天航空、建筑工程、铁路公路、水利电力等领域中,材质的应力状态和微观结构是影响其运行寿命的主要因素。无损地检测结构的残余应力和某些机械性质具有重要的经济意义和实用价值。磁测法是根据铁磁材料受力后,磁性的变化来评定内应力。目前实用的方法有磁噪声法和磁应变法。
- 磁噪声法,在磁场和应力作用下,导致磁畴发生一定规律的取向,产生一电脉冲信号,信号频率从数kHz至数百kHz,称为巴克豪森噪声(B.N)。B.N信号的大小一般以峰值或平均值来表示。材料内应力和一些机械性质与B.N信号有一定的对应关系。磁噪声法就是根据B.N信号的大小来测定应力和一些微观缺陷,可以测0.01mm左右浅层残余应力。
-
磁应变法,是利用铁磁材料的磁致伸缩效应来测定应力,磁致伸缩的极值与应力有着较好的对应关系。同时磁弹相互作用,产生磁各向异性,磁导率作为张量与应力张量有着一定的联系。分布应力磁测仪,其基本原理是通过传感器(探头)和一定电路将磁导率的变化转变为电流量的变化,建立应力和电流值的函数关系,通过电流量的测量来确定应力。在一定的条件下,也可确定材料的某些性质,如热处理状态、含碳量、硬度等。对于平面应力状态,理论分析和实验研究证明,主应力差和两个方向的电流差近似地存在着单值线性关系其表达式:

(1) 式中: σ1-最大主应力,Mpa; σ2-最小主应力,Mpa; I1-最大主应力方向电流输出值,mA; I2-最小主应力方向电流输出值,mA; α-灵敏系数,mA/Mpa(由标定试验确定,仪器给出一般结构钢的参考值。) 主应力方向未知时,可用公式确定主应力方向角和主应力差: 
(2) 
(3) 式中: θ--最大主应力方向与X轴的夹角。 I1, I45, I90_0o, 45o, 90o 三个方向的测量电流值(mA)。 已知各点的主应力差和主方向角,任一点P的应力分量可用切应力差法求得: 
(4) 
(5) 
(6) 式中бX0为边界点的已知应力值,对自由边界бX0=0。 根据趋肤效应,趋肤深度可由下式确定: 
(7) 式中: S趋肤深度,cm; ρ电阻率,Ω•cm; ƒ 激磁频率,Hz; μ相对磁导率。 改变 ƒ 可确定不同层深的残余应力加权平均值: 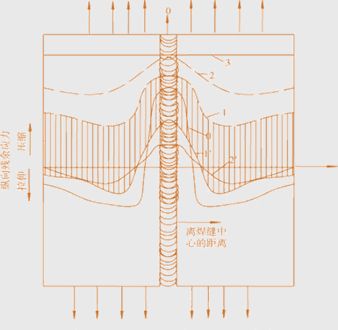
改变 ƒ 可确定不同层深的残余应力加权平均值: 
(8) 式中(σij)k0至hk范围内残余应力加权平均值。根据不同层深的加权平均值,由计算机可计算出应力梯度并打印出沿层深的分布曲线。 沿层深残余应力分布测定后,根据三维应力静力平衡微分方程,采用差分法可计算出其余三个应力分量σz,τzx,τzy。需测定实效前后残余应力变化时,用一个方向应力表示不够明确,用应力强度表示比较合理。三维状态应力强度为: 
(9) 二维应力状态:σ3=0。
磁性法残余应力测试基本原理
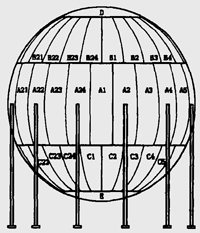
- 残余应力磁性测定时一种测量应力的物理方法,它可以无损地、快速地测定铁磁性材料结构的残余应力。世界各地都非常注意研究此类方法。前苏联F·T·OexoB1974年用磁性法测定了焊接圆盘的残余应力的分布,在此同时日本的岩柳顺二等人磁性法测定了热处理管材的残余应力,1979年吉永昭男等人测定了大型对接焊试件的残余应力。同时美国曾用来测定大炮炮筒的内应力,R·Langman在1983年也对焊接试件的残余应力进行了测定。磁性法测定残余应力的方法在1983年以前在实验室进行的比较多。1983年5月首次用邯郸无损仪器厂生产的磁性法应力仪测定了1000立方米焊接球罐的残余应力分布,80年代用磁性法残余应力测试仪测定了大型焊接球罐、发电厂锅炉汽包、汽轮机转子等的平面残余应力场。90年代后期西安交大王振山教授和邯郸无损探测仪器厂共同开发了三维应力分布测试仪。同期用该仪器测试了螺旋管道焊接的三维应力分布、铁路桥梁的残余应力测定、大型建筑钢结构残余应力的测定。我们公司成立后和大专院校研究所合作对磁性法测试技术大力开发,取得了辉煌的成效。

磁性法残余应力测试应用
- 兰州石油机械研究所
| 焊接小容器残余应力测试 |

|

|
|
|---|---|

|
|
- 辽宁清河电厂
| 清河电厂锅炉汽包补焊后残余应力测定,残余应力水平很低,一般小于3Kgf/mm2补焊后最大应力达22.25Kgf/mm2 (接近22g钢屈服极限σs=27Kgf/mm2)。经局部热处理后应力下降到10Kgf/mm²左右,说明局部热处理效果是相当令人满意的。 |

|

|
|
|---|---|
| 锅炉汽包热处理前后残余应力测定 | |
- 吉林长山热电厂
锅炉汽包补焊后残余应力分布
- 山东黄台电厂
汽轮机叶轮补焊后残余应力检测

- 北京天然气公司

|
|
| 球罐焊接残余应力 | |
|---|---|
|
|
- 西安游泳馆
| 大型钢结构残余应力检测 |
|---|

|
- 一汽技术中心

|

|
| 钢板弹簧的残余应力沿层深分布的测定 | |
|---|---|
- 天津大学

|

|
| 西气东输螺旋焊接管的残余应力分布测定 | |
|---|---|
- 中国石油大学
|

|
| 压力容器、管道残余应力分布的测定 | |
|---|---|
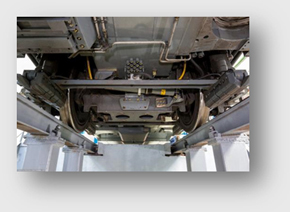
- 资阳机车厂

|
|
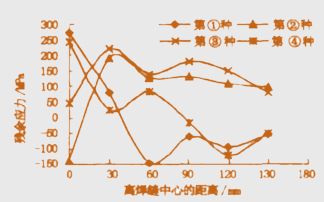
| 火车底盘结构焊接振动时效前后残余应力的对比 | |
|---|---|
- 香港城市大学
|

|
| 研究特种加工工艺压硬层的深度分布 | |
|---|---|
| COMPANY: |

|
| AIT Intelligent Testing Technology (SuZhou)Co., Ltd |
|

|
